文章图片

文章图片

文章图片

文章图片

文章图片

文章图片

文章图片

文章图片

长三角G60激光联盟导读
本文旨在阐明粉末床熔融增材制造过程中常见的缺陷/异常及其形成机制 。 本文为第六部分 。
4.2.成球或珠状
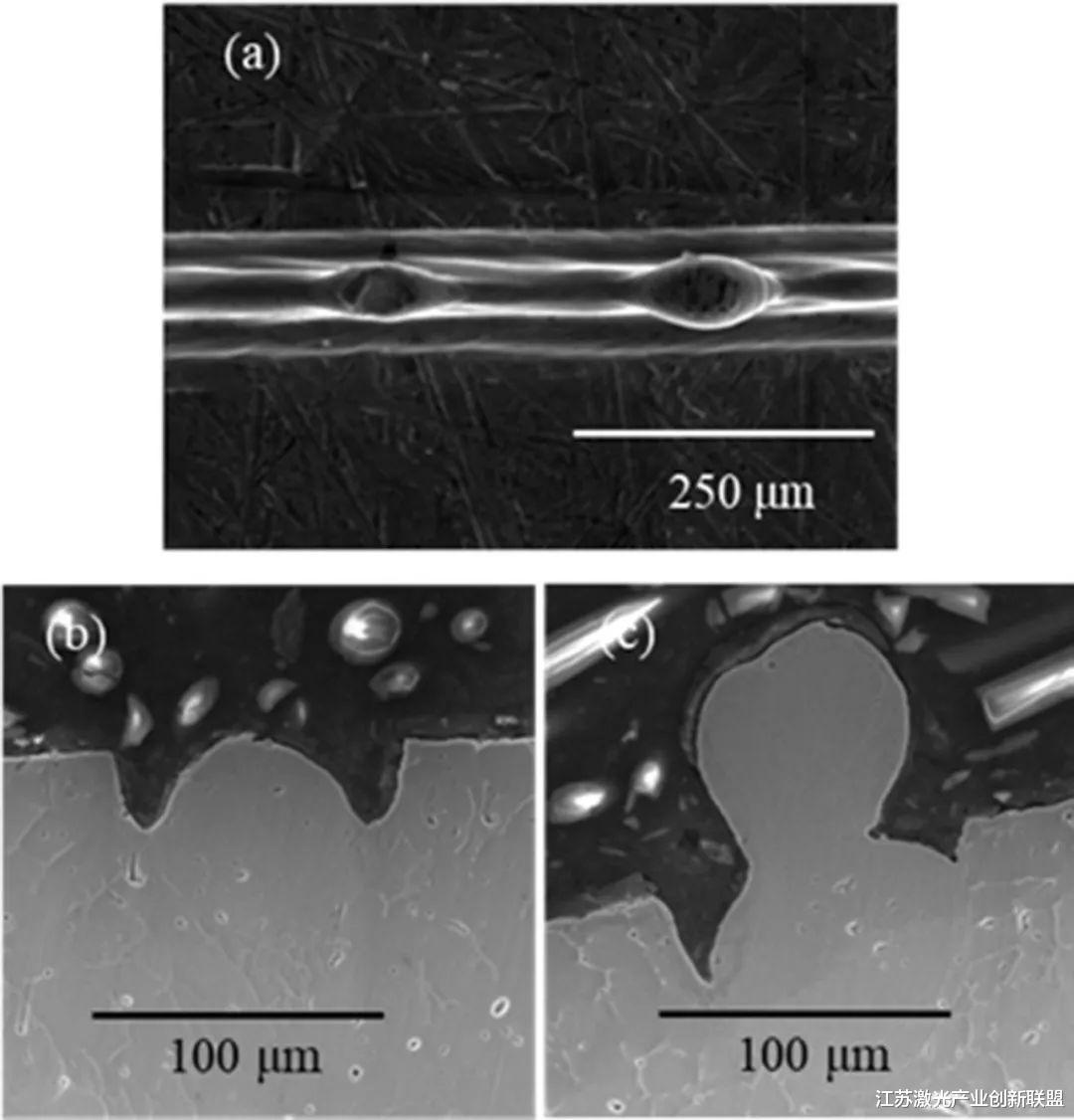
成球现象也称为熔珠现象 , 其特征是沿熔化轨道长度的高度变化 。 熔池面积(特别是再熔化金属的面积)也随轨道长度变化 。 成球熔池的示例图像如图40所示 。 咬边通常也在熔池边缘观察到 。 球化通常被认为是一种需要避免的现象 , 因为它可能是PBF零件中孔隙的来源 。 由于它往往发生在远光灯功率和行驶速度较高的情况下 , 因此对PBF的构建速率有限制 。
图40 发生成球时熔池几何形状的变化(a)激光轨迹俯视图 , (b)和(c)是两个熔池横截面 , 显示沿轨迹长度不同位置的高度变化 。 熔池熔化一层316L粉末 。
在许多不同的L-PBF机器和工艺变量组合以及建模研究中 , 经常观察到熔池成球 。 316L不锈钢的一些观察结果示例如图41所示 。 在多种材料系统中观察到了球化现象:316L不锈钢、904L不锈钢、AlSi10Mg、Al-Cu-Mg、Ti-6Al-4V等 。 根据图41所示的各种范围 , 仅通过光束功率和速度限制来定义成球可能是不可能的 。
图41 316L不锈钢中的成球观察 。 (a)扫描速度和粉末层厚度的影响 。 (b)激光功率和扫描速度的影响 。 (c)多物理建模结果 。
选择性激光熔化包括以下物理现象:激光辐射的吸收和散射 , 传热 , 相变 , 由表面张力梯度引起的熔池内的流体流动 , 材料的蒸发和发射以及化学反应 。 在选择性激光熔化后 , 粉末层中气体的体积分数从起始值的高值下降到接近零 , 并且由于熔化而密度显着变化 。 激光照射粉末层产生的有效热源的性质与激光照射不透明金属体的情况有很大不同 。 在不透明金属体表面的激光照射下 , 材料特性对能量平衡的影响可以描述为材料导热率与吸收率之间的关系:k/A 。 粉末层的吸收率不仅取决于粉末材料的物理化学性质 , 还取决于粉末的颗粒形态和表观密度 , 并且大大高于散装材料 。 因此 , 在SLM的初始阶段 , 当粉末仍处于固态时 , 材料性能主要通过导热系数k影响工艺 。 此外 , 当粉末重熔时 , 应考虑k / A比 。 在激光治疗过程中 , 只有一部分辐射被松散粉末层外表面的颗粒吸收 。 其余的辐射通过气体穿透孔隙 , 并与下面的颗粒相互作用 。 此外 , 进入粉末层的热量分布是通过通常的传热机制完成的 。 激光辐射的强度随着其穿透到粉末层而降低 。
【粉末床熔融金属增材制造中的缺陷和异常(6)】激光烧结轨道的典型横截面由金属粉末制成 , 位于钢基板上 。
当球化发生时 , 扫描轨迹内的凝固金属量沿轨迹长度变化 。 在某些点上 , 固化材料被抬高到大块零件的表面上方 。 成球的这两个方面会导致表面粗糙度和孔隙度增加 。 如Li等人观察到的316L不锈钢的球状诱导孔隙度及其形成机制 , 如图42所示 。
图42 (a)显示成球引起孔隙度的机理的示意图 。 在(b)190 W , 0.3 mm/s(成球)的316L不锈钢样品中 , 成球现象对零件孔隙度的影响 , (c)是孔隙的高倍显微照片 。
直接金属激光烧结(DMLS)作为一种典型的快速成型(RP)技术 , 可以直接从金属粉末中快速生产复杂形状的三维(3D)组件 , 而无需或只有很少的预加工和/或后处理要求 。 在这种方法中 , 通过根据零件的CAD数据 , 使用扫描激光束选择性地融合薄层粉末来创建物体 , 因此 , DMLS显示出高性能工程金属零件的净形状制造的巨大潜力 , 这些零件具有复杂的配置 , 其他常规加工方法不容易生产
推荐阅读







- 人类之间,同是高等动物,为何差异如此大
- 一夫一妻致自然选择失效,人类进化停止?研究:正在加速
- 黑洞大餐创造了持续时间和大小的记录
- 给动物喝白酒会怎样?
- NASA詹姆斯-韦伯太空望远镜图像在X射线过滤器下发光
- 潘建伟的导师获诺贝尔奖,背后离不开潘建伟
- 詹姆斯·韦布空间望远镜获得X射线视觉的提升
- 钢的激光粉末床熔炼综述:工艺、微观结构、缺陷和控制方法、机械性能、当前挑战和未来趋势(3)
- 给动物木乃伊拍X光后,秘密被揭开:埃及人认为这是至高荣誉