文章图片
文章图片

文章图片

文章图片
文章图片

文章图片
文章图片
文章图片

文章图片

江苏激光联盟导读:
在这项工作中 , 首次研究了激光冲击喷丸(或简单的激光喷丸)作为通过全机械高速激光冲击焊接技术连接的异种箔的焊后处理 。 本文为第二部分 。
2.实验程序
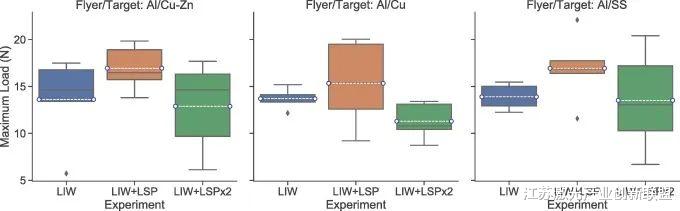
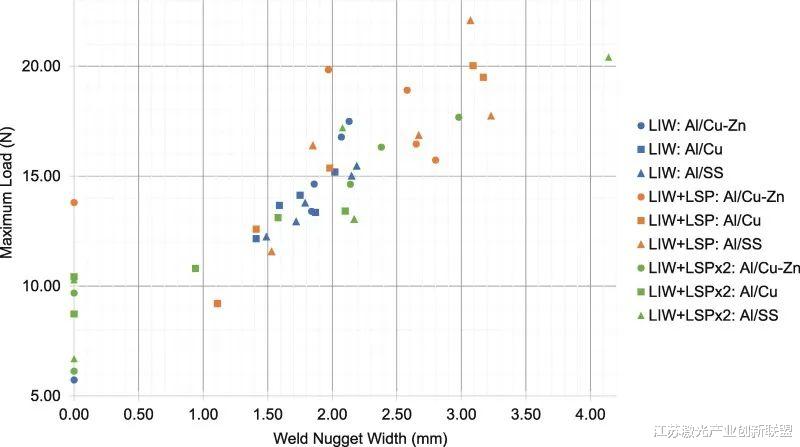
【激光冲击喷丸后处理对激光冲击焊接影响的研究(2)】在这项工作中 , 首次研究了LIW和LSP工艺的联合效应 。 首先 , 不同金属箔的不同组合通过LIW进行机械连接 。 接下来 , 对焊缝进行单次和双次LSP处理 。 然后 , 通过搭接剪切试验以及焊缝横截面的光学和SEM成像 , 检查产生的焊缝强度和界面几何形状 。
2.1. 激光装置
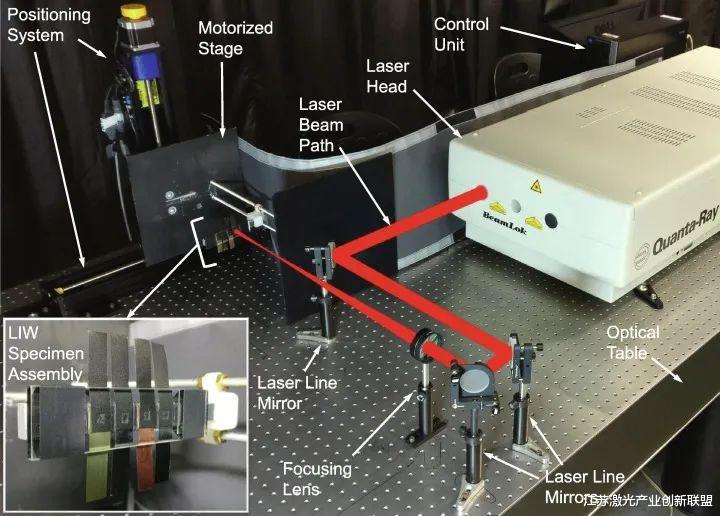
实验装置由一台Nd:YAG激光器(Spectral Physics Quanta Ray Pro 350)以及光学和定位系统组成 , 全部安装在光学台上 , 如图3所示 。 脉冲红外激光的输出光束通过三个激光线镜指向试样 , 并在通过平凸聚焦透镜后向下聚焦到试样表面的一个点上 。
图3 实验装置 , 包括激光系统和LIW试样组件 。
首先 , 进行LIW试验 , 然后将焊接样品随机分为三组 。 第一组为LIW , 未经LSP处理 。 接下来 , 为了研究LSP的效果 , 其他两组(表示为LIW+LSP和LIW+LSPx2)分别接受一次LSP注射和两次连续LSP注射(100%重叠) , 然后再进行表征 。 所有射击都针对焊接中心(飞片箔上的焊接区域在LSP之前重新喷漆) 。
2.2. 激光冲击焊
对于LIW实验 , 使用101.6 mm×25.4 mm×3.175 mm硼硅酸盐玻璃作为透明覆盖层 。 将0.05mm厚的飞片和靶箔切成40mm×10mm的截面 。 铝(Al)合金1100用作飞片箔材 , 260黄铜(Cu-Zn)、110铜(Cu)和304不锈钢(SS)用作靶箔材 。 每个LIW试样组件由四对平行飞片/靶箔组成 , 每个飞片/靶箔具有10 mm×10 mm的重叠区域 , 如图4所示 。
图4 LIW试样组件示意图:(a)俯视图和侧视图;(b)等轴测视图 。
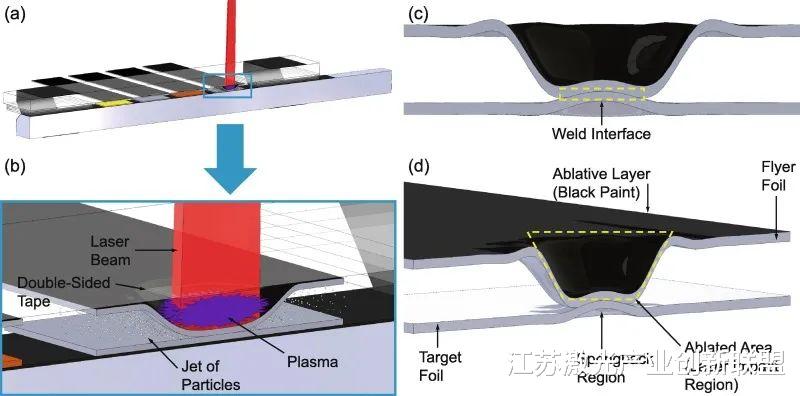
图5显示了飞片激光烧蚀过程中的LIW试样组件示意图 , 以及由此产生的变形箔和焊接几何形状(为了便于说明 , 一些尺寸如箔厚度和焊接几何形状被夸大) 。
图5 (左)激光烧蚀飞片期间LIW样品组件的剖面图:(a)整体视图;(b)显示飞片变形、等离子体膨胀、箔片碰撞和喷射现象的放大图 。 (右)变形箔和合成焊缝的剖面图:(c)显示焊缝界面的侧视图;(d)显示激光烧蚀和回弹区域的角度定向 。
在LIW工艺中 , 激光束穿过透明覆盖层和双面胶带 , 烧蚀飞片的涂漆表面 。 由于在飞片暴露表面的一个小区域上 , 在一个非常短的脉冲期间释放出大量能量 , 入射光束的峰值功率密度极高 。 因此 , 漆层上的激光烧蚀区域达到极高的温度 , 瞬间蒸发 , 并产生等离子体 。 这种涂料起到牺牲烧蚀层的作用 , 保护飞片箔的表面不受激光诱导熔化的影响 。 这确保了LIW工艺完全机械化 , 防止形成脆性金属间化合物 , 从而提高了焊接完整性 。 选择双面胶带的尺寸时 , 必须确保其覆盖整个激光照射点 。 透明覆盖层和飞片箔之间的任何间隙都被消除 , 从而在透明覆盖层中形成足够的等离子体约束 。 因此 , 等离子体在约束范围内膨胀时吸收束流能量 , 从而产生高振幅压力负载 。
推荐阅读







- 密密麻麻?没错!这就是太阳的表面,它长这样
- 等离子表面处理机的喷射装置可以对电缆表面进行预处理。
- 金属蚀刻残留物对蚀刻物种密度和均匀性的影响
- 暗物质居然是“黑洞种子”?科学界重大发现,初代黑洞源于暗物质
- 等离子通过表面活性基团会改变材料外观性质,可提升润湿性。
- PE等材料是非活性高分子化合物,没有任何活性基团,借助等离子清洗处理,可提升活化作用。
- 等离子体清洗技术在处理聚合物材料时,可引入多种含氧基团,增强表面活性。
- 栅极蚀刻后去除光刻胶的方法
- 太阳表面出现巨大裂谷!深度达2万公里,太阳这是怎么了?