文章图片

文章图片
文章图片
文章图片
文章图片
文章图片
近年来 , 非球面和自由曲面元件由于优良的光学特性而被广泛应用于民用和军事光学系统中 。 但非球面和自由曲面元件的制造难度远大于传统的平面和球面元件 , 原因是制造这些光学元件的模具材料硬度大、脆性强 , 且面形结构复杂 。 超精密磨削技术被认为是能加工非球面和自由曲面光学元件及其模具材料的重要技术之一 , 加工所用的磨具成为实现该技术的关键 。 相比V型砂轮和平行砂轮 , 圆弧形金刚石砂轮由于其耐磨、能加工的表面类型多 , 适合作为非球面和自由曲面等类型表面的超精密磨削工具 。
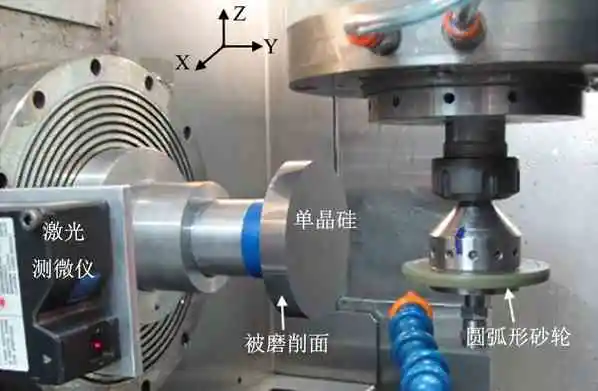
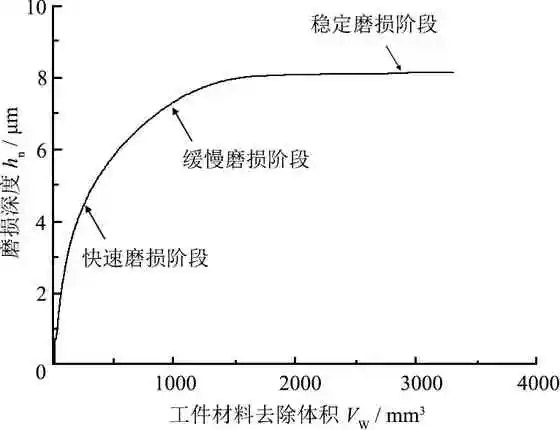
磨削加工中砂轮磨损是不可避免的 。 电镀砂轮磨损对GH4169磨削表面完整性的影响 , 研究表明:电镀砂轮在正常磨损过程中 , 磨削表面的完整性除粗糙度外不会发生明显变化 。 郭兵研究了青铜基圆弧形和V型金刚石砂轮仿形磨削微结构时砂轮表面磨损状态的变化 , 结果表明:V形金刚石砂轮由于其特殊的表面结构 , 磨损比圆弧形金刚石砂轮严重 。 刘立飞采用圆弧形金刚石砂轮对碳化硅陶瓷非球面进行超精密磨削 , 发现砂轮磨损会严重降低非球面的面形精度 , 并探讨了非球面磨削过程的误差补偿技术 。 查体建等探讨了球面磨削过程中分块杯形砂轮磨损形状及其影响因素 。 这些研究关注的焦点是砂轮磨损对磨削加工的影响 , 但对非球面磨削用圆弧形金刚石砂轮的磨损形式和演变规律研究较少 。 因此 , 本研究通过理论分析非球面磨削过程中砂轮的磨损形态及其对砂轮直径尺寸变化的影响 , 以圆柱外圆磨削实验代替非球面磨削实验 , 研究非球面磨削用圆弧形金刚石砂轮的实际磨损状况及其砂轮直径尺寸的变化量 , 基于理论与实验分析 , 探究圆弧形金刚石砂轮在磨削非球面过程中砂轮磨损的演变规律 。
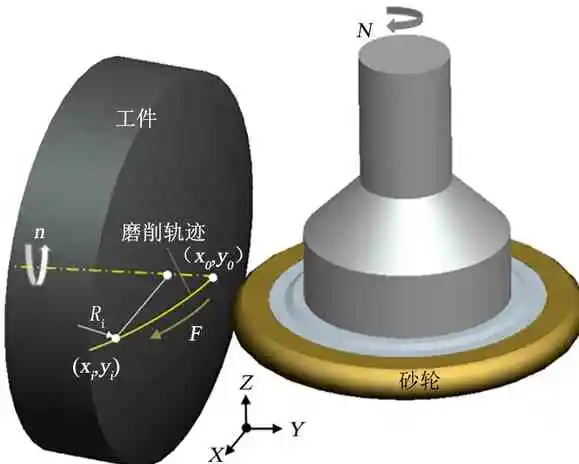
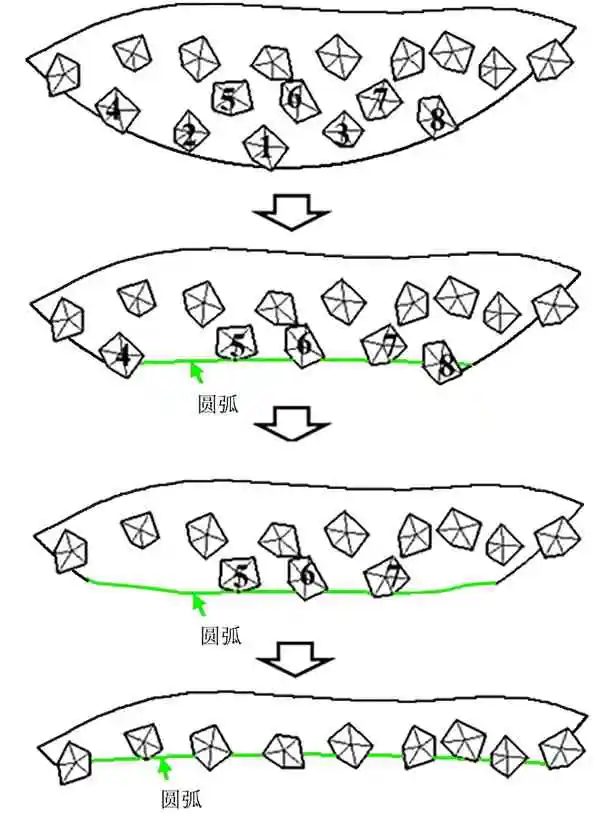
1 圆弧形砂轮磨损分析非球面垂直磨削法就是在磨削加工过程中 , 砂轮沿着磨削轨迹由内到外或者由外到内磨削加工旋转着的工件 , 由砂轮截面圆弧顶点区域的磨粒去除材料而形成非球面的加工方法 , 其示意图如图1所示 。 由图1可知:圆弧形金刚石砂轮上参与磨削的区域为截面圆弧的顶端区域 。 非球面磨削过程中 , 由于砂轮的磨损 , 砂轮的直径尺寸逐渐变小 , 导致实际磨削轮廓偏离理想磨削轮廓 , 严重降低工件的面形精度 。 因此 , 掌握圆弧形金刚石砂轮非球面磨削过程中砂轮的磨损机制 , 有利于控制非球面磨削的质量 。 砂轮磨损是由砂轮与工件材料之间相互摩擦、相互去除而引起的 , 在特定的磨削加工参数下 , 砂轮的磨损量与被去除工件材料的体积有关 。 磨削比是工件材料的去除体积与砂轮磨损体积之比 , 即t=Vw/ Vs(1)式中:t为磨削比;Vs为砂轮磨损体积;Vw为被去除工件材料的体积 。
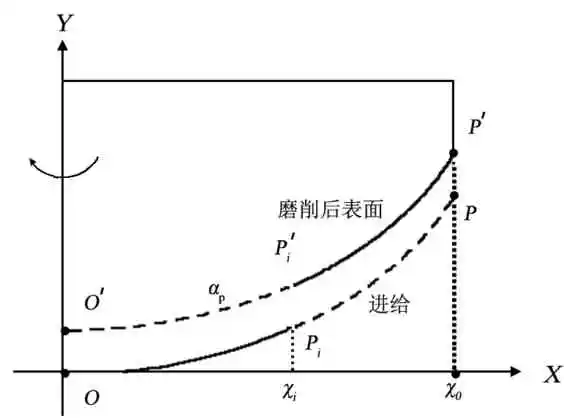
图 1 垂直磨削法磨削比可通过磨削加工实验获得 。 因此 , 通过磨削比实验 , 依据磨削加工中的磨削深度和非球面的表面积计算出工件磨削过程中工件材料体积的去除量 , 可计算出砂轮磨削加工过程中的磨损量 , 进而获得砂轮半径的减小量 。 工件材料去除模式和砂轮磨料层去除模式如图2所示 。 在特定的磨削加工工艺参数下 , 图2a中:磨削加工过程中PP′PiPi′环带的工件材料去除体积为:
(2)式中:ap为磨削深度 , x0为砂轮磨损前的初始位置 , xi为砂轮磨削的当前位置 , f(x)为非球面曲线方程 。 砂轮坐标系XOY平面内砂轮圆弧方程:
推荐阅读







- 这野兽真可怜!常被黄鼬咬断脖子,豹叼它喂幼崽,猞猁靠它过日子
- 美国实现登月之后,为什么没有开发月球上的资源?
- 远隔38万公里,为何宇航员登上月球后,却偏偏不敢回头看地球?
- 照亮月球最黑暗的区域
- 事关月球采矿控制权,美国拒绝与中国合作,没想到中方已抢先一步
- 我国建造月球国际科研站,需突破一项关键技术,嫦娥四号差点实现
- 玉兔二号新发现:月球背面存在外星痕迹,还有固态水资源?
- 更大的灾难即将来临?美国发出预警,2030年地球或发生极端大洪水
- 盘点关于月球的3大未解之谜,大家知道几个?究竟是真是假?
- 太阳系有三处“异常”被发现,科学家:可能和外星文明有关系